
제조 현장에서 일상적으로 쓰이는 용어 중에 ‘공차‘가 있습니다. 부품을 제작할 때 설계상 정해진 치수에 대해 실제 제조 과정에서 허용되는 오차의 범위를 의미합니다. 양품(良品)과 불량품을 나누는 기준이 되기 때문에 매우 중요합니다.
이처럼 공차는 제조 품질을 결정하는 핵심 요소입니다. 하지만 CNC 공작기계를 이용한 가공의 경우 컴퓨터로 수치가 제어되기 때문인지 별도로 공차를 지정하지 않아도 된다고 잘못 알고 계신 분들도 있는 것 같습니다. 오늘은 CNC 가공을 기준으로 공차와 품질을 결정 짓는 여러 변수에 대해 짚어보겠습니다.
설계상 허용범위 ‘공차’, 치수공차가 기본
‘한치의 오차도 없다’. 흔히 사용되는 표현이지만 적어도 제조업계에서 이런 말은 성립될 수 없습니다. 이 세상에 존재하는 모든 가공물은 어느 정도 오차를 안고 만들어지기 때문입니다. 가공 방식이나 재료를 떠나서 오차는 불가피합니다. 공작기계 업계에서는 이런 오차를 설계상 허용 범위로 인정하고 공차라고 부릅니다.
도면을 설계하고 CNC 가공 방식만 선택하면 제품이 ‘뚝딱’ 나온다고 생각한다면 오산입니다. 미리 오차 값인 공차를 계산에 포함시켜야 합니다. 또 ‘이 정도 공차는 괜찮겠지…’라는 안일한 생각으로 인해 수많은 불량이 발생할 수 있다는 점을 명심해야 합니다. 마이크로미터 수준의 오차라 해도 그냥 넘겨선 안 됩니다.

공차는 크게 ‘치수공차’와 ‘기하공차’로 나뉩니다.
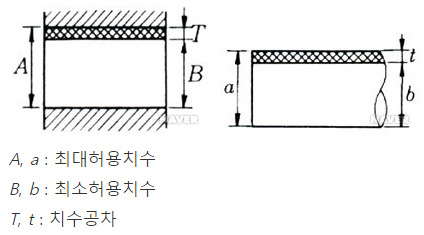
가장 기본적인 치수공차는 치수에 따른 정밀도를 규정합니다. 목표하는 치수에 대해 가공상 허용되는 오차를 포함한 치수를 허용한계치수라고 합니다. 치수의 큰 쪽을 최대허용치수, 작은 쪽을 최소허용치수라고 하며, 최대허용치수에서 최소허용치수를 뺀 값이 치수공차입니다.
한마디로 오차에 얼마나 여유를 주느냐는 것입니다.
복잡한 ‘기하공차’, 3차원 측정기 등 사용해 측정
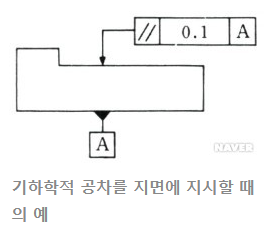
기하공차는 치수공차보다 복잡한 개념입니다. 부품 형상의 정밀도를 나타내는 방식입니다. 가공물 모양과 관련이 깊어 치수공차와는 달리 다양한 종류로 나뉩니다. 도면에 표시하는 가공물의 모양, 자세, 위치, 흔들림 등 다양한 공차를 총칭하는 개념입니다.

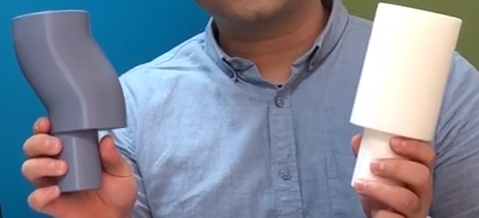
원기둥을 떠올리면 두 공차를 쉽게 이해할 수 있습니다. 우리가 생각하는 일반적인 원기둥이라면 치수공차만 설정해도 됩니다. 문제는 이 원기둥이 단순한 원기둥이 아니라 곡선이 있는 원기둥일 수도 있다는 점입니다. 아래 그림과 같이 같은 원기둥이라도 곡선이 있는 것과 없는 것이 있을 수 있습니다. 이럴 때 치수공차만으로 표현하기에는 한계가 있습니다.
치수공차와 달리 기하공차는 다소 복잡한 방법을 사용합니다. 기하공차의 경우 ‘3차원 측정기’라는 고비용 측정 장비를 사용합니다. ‘다이얼 게이지’라는 장비를 사용해 오차를 잡아내기도 합니다. 다만 기하공차를 부여한다고 해서 무조건 좋은 건 아닙니다. 일반공차를 적용할 때와 비교해 측정비용이 비싸지기 때문입니다. 따라서 부품의 목적에 맞게 공차를 부여하는 것이 좋습니다.

온도·재료·공작기계 상태 등도 변수
공차는 보통 밀리미터(mm) 단위로 산출하고 표기합니다. 플러스(+), 마이너스(-) 0.05mm가 업계 표준입니다. 또한 도면에 공차를 표기할 땐 알파벳과 숫자가 함께 붙어 있는 걸 볼 수 있습니다. 이는 등급을 의미합니다. 보통 7등급을 기준으로, 숫자가 낮으면 공차범위가 작아지고, 높으면 범위가 커집니다. 숫자가 작을수록 정밀한 셈입니다.
도면에 표기된 공차대로 제작하는 것이 최선이지만, 애초 설정한 공차대로 제품이 나오지 않는 경우가 발생하기도 합니다. 도면과 그에 맞는 공차를 잘 맞췄다고 해도 예상보다 오차가 더 벌어지는 경우가 생각보다 많습니다. 특히 치수공차, 기하공차 외에도 고려할 사항들이 있습니다. 대표적인 변수는 온도, 재료, 공작기계 상태를 꼽을 수 있습니다.
예를 들어, 공차에 맞춰 제작하더라도 온도에 따라 수축과 팽창이 생깁니다. 온도가 낮으면 부품이 수축하고 온도가 높으면 팽창할 수 있습니다. 이 때문에 공장 내부 온도를 일관성 있게 유지하는 것이 중요합니다. 재료에 따라서도 달라집니다. 일반적으론 단단한 금속보단 상대적으로 부드러운 비금속이 까다로운 편입니다.
나일론, HDPE, PEEK 등의 플라스틱 재료는 공차를 계산하기가 쉽지 않습니다. 공차를 알맞게 설정했다고 해도 재료 특성상 수축이 일어날 수 있기 때문입니다. 다만 절대적인 건 아닙니다. 오히려 반대라고 말하는 현장 관계자들도 있습니다. 앞서 언급한 온도, 재료, 공작기계 상태 외에도 제품 구조, 가공상 실수, 측정기 오차 값 등에 따라서도 공차 값이 달라집니다.
현장선 ‘끼워맞춤’ 공차, 공차 벗어났다고 꼭 불량 아냐
공차를 벗어나더라도 눈으로 가늠하기는 어렵습니다. 이 때문에 공차에 맞게 제작되었는지를 실감하는 것은 부품과 부품을 끼워 맞춰볼 때입니다. 앞서 설명한 치수공차와 기하공차 외에 현장에서 많이 쓰이는 공차가 끼워맞춤 공차입니다. 구멍과 축이 조립되는 관계를 끼워맞춤이라고 합니다. 구멍 지름이 축보다 크면 ‘틈새’가 생기고, 구멍 지름이 축보다 작으면 ‘죔새’가 생깁니다. 부품 기능과 역할에 따라 헐거운 끼워맞춤, 억지 끼워맞춤, 중간 끼워맞춤 등으로 나뉩니다.
원칙적으로는 측정을 통해 공차에서 벗어나면 불량으로 볼 수 있지만 부품 기능에 문제가 없고 서로 합의가 된다면 납품이 가능할 수는 있습니다. 치수가 공차에서 약간 벗어나더라도 조립해보고 판단하기도 합니다. 물론 고정밀도를 요구하는 부품이 아닐 경우에만 해당하는 얘기입니다. 엄격하게 따져 불량 처리하는 경우가 일반적입니다.

보통 끼워맞춤 공차 정도를 제외하면 제조 현장에서는 공차를 대체로 엄격하게 적용합니다. 가령 정상 작동을 위한 공차가 0.1mm라고 해도 스펙은 0.05mm로 요구합니다. 설계 용이성과 제품 안정성에 무게를 두는 편입니다.
이처럼 까다로운 공차를 지키며 제품을 만들어내는 것은 무척 피곤한 작업입니다. 하지만 제조업계에선 제품 별로 다양한 공차를 다루면서 회사의 기술력이 향상된다고 말합니다. 공차만 충실히 지키려고 해도 경쟁력이 생기는 셈이죠. 특히 고객마다 요구하는 공차가 천차만별이고 다양한 변수가 있다 보니 이를 맞추는 과정에서 나름의 노하우가 생기게 됩니다. 무엇보다 공차를 잘 다룬다는 것은 곧 불량률이 낮다는 것을 의미합니다.
지금까지 공차에 대한 내용을 살펴봤습니다. 온라인 제조 플랫폼 캐파(CAPA)에는 공차 노하우를 바탕으로 최적의 품질을 보장하는 훌륭한 파트너들이 포진해 있습니다. 캐파를 통해 공차 걱정 없이 안정성 높은 부품을 만들어보세요.
온라인 제조 플랫폼 캐파(CAPA)에서는 최고의 경쟁력을 지닌 CNC 제조 파트너들이 고객들을 기다리고 있습니다. 지금 캐파에서 무료로 견적을 받아보세요.