
주조(鑄造)가 뭔가요?
주조(casting, 鑄造)란 고온(高溫)으로 녹여 액체로 만든 철이나 알루미늄 같은 금속 재료(쇳물)를 형틀(주형)에 부어 모양을 만들어내는 방식의 제조 기법입니다. 인류가 문자를 발명하기 이전부터 주조 방식의 제조가 이뤄졌기 때문에 정확한 기원은 알 수 없지만, 대략 지금으로부터 5000~7000년 전부터 이와 같은 방식이 사용된 것으로 알려졌습니다. 기원전 약 3200년에 메소포타미아 지역에서 만들어진 것으로 보이는 ‘구리 개구리(copper frog)’가 현존하는 주조 방식으로 제작된 가장 오래된 유물로 추정되고 있습니다.

주조 공정은 어떻게 진행되나요?
주조의 기본적인 공정은 ①주형(형틀)을 만들고 ②액체 상태의 재료(쇳물)를 주형에 주입한 뒤 ③응고된 완성품(주물)을 꺼내는 방식으로 이뤄집니다. 쇳물을 주형에 주입해야 하기 때문에 주형을 만들 때는 쇳물이 흘러 들어가는 통로(gating system)를 확보해야 하는 것이 특징입니다.
주조를 통해 만들어지는 제품의 형태는 결국 쇳물이 굳어진 모양으로 나타나게 됩니다. 쇳물이 채우게 될 빈 공간의 모습은 보통 플라스틱이나 나무, 금속 등을 이용해 별도로 제작하는 ‘모형(패턴)’이 결정합니다.
주물에 빈 공간을 확보하기 위해 모래 등으로 만든 별도의 구조물을 만들어 주형 안에 배치시키기도 하는데, 이를 ‘코어’라고 합니다. 코어는 내화성(耐火性)이 좋기 때문에 쇳물을 붓더라도 그대로 형태가 남아있게 되고, 따라서 코어를 제외한 공간을 따라 주물의 모양이 생성됩니다.

주조 방식은 어떻게 나뉠까요
주조 방식은 크게 주형을 한 번 사용하고 폐기하는 방식의 ‘소모성 주형(expendable molds)’과 주형을 여러 차례 반복적으로 사용할 수 있는 ‘영구 주형(permanent molds)’으로 구분할 수 있습니다.
먼저 소모성 주형의 경우 보통 모래나, 석고, 세라믹 등으로 주형을 만듭니다. 가장 일반적인 ‘사형 주형(sand mold)’의 경우엔 모래 90%, 점토 7%, 물 3%의 비율로 형틀(주형)을 제작합니다. 형틀을 따라 흘러든 쇳물이 식어 굳으면 주형을 ‘해체’해 주물을 꺼냅니다.
각 재료의 장점을 취하고자 2가지 이상의 재료를 사용해 주형을 만드는 경우도 있습니다. ‘복합 주형(composite molds)’은 모래나 흑연, 금속 등 2가지 이상의 재료를 갖고 주형을 제작함으로써, 주형의 강도나 냉각 속도 등을 조절합니다.
이에 반해 주형을 재사용할 수 있는 영구 주형 방식은 주형이 고온의 쇳물을 수 차례 견뎌낼 만큼 튼튼해야 하기 때문에 고온에서도 형태와 강도를 유지할 수 있는 금속으로 주형을 제작합니다.
소모성 주형
사형 주조(Sand casting)
금속을 주조하는 가장 오래된 방식입니다. 보통 위아래를 구성하는 2개의 상자(주형)를 모래로 채우고 그 사이에 ‘모형(패턴)’을 위치시킵니다. 모형을 제거하면 모형의 형태를 띤 공간이 생기게 됩니다. 이 공간으로 쇳물이 흘러 들어갈 수 있도록 길을 만들어주고 쇳물을 주입한 뒤 식히면 모형을 닮은 주물이 생성됩니다. 주형을 만드는 재료로는 실리카 모래(SiO2)가 주로 사용됩니다. 과거에는 사람이 직접 모래를 다져 주형의 형태를 완성했지만 지금은 조형기(molding machine)를 이용하기도 합니다.

여전히 많은 제품들이 사형 주조 방식을 통해 만들어지고 있습니다. 특히 사형 주조는 제품 크기에 제한이 없기 때문에 공작기계 받침대, 프로펠러, 대형 터빈의 임펠러 등이 이와 같은 방식으로 제작되고 있습니다. 다만 완성된 제품의 표면이 거칠기 때문에 후속 공정에 적지 않은 시간과 인력이 필요하다는 것이 단점입니다.
셸 주조(Shell molding)
‘덤프 박스(dump-box)’ 기법이라고도 합니다. 1940년대 독일에서 처음 개발됐습니다. 실린더 헤드, 연접봉처럼 높은 정밀도를 요하는 소형 기계부품 제작에 적합합니다.
먼저 수조처럼 생긴 상자(덤프 박스) 안에 (열을 가하면 단단하게 굳어지는) 열경화성 수지 결합제와 혼합된 미세한 모래를 일부분 채워 넣습니다. 그 다음 철이나 알루미늄으로 만든 모형을 섭씨 175~370도 수준으로 가열한 뒤 실리콘 수지 같은 이형제(형틀에서 떼어내기 쉽도록 바르는 물질)를 분사해 놓습니다. 이 모형을 상자의 뚜껑에 부착시킨 뒤 뚜껑을 덮습니다. 뚜껑을 덮은 상자를 뒤집으면 모형이 모래에 뒤덮이게 됩니다 또다시 상자를 뒤집어 원래 상태로 되돌리면 뜨겁게 달궈진 모형 주위에 모래입자가 코팅을 형성하게 됩니다.
이렇게 코팅이 입혀진 모형을 또다시 가열한 뒤 떼어내면 모형을 복사한 듯한 ‘껍데기(셸)’만 남게 됩니다. 이와 같은 방식으로 얻어낸 똑같은 모양의 셸 두 쪽을 결합한 뒤 모래가 담긴 상자 안에 위치시키고 셸 안쪽에 쇳물을 부으면 최초 모형을 본뜬 주물이 생성됩니다.
이런 방식으로 만들어진 주조품은 일반적인 사출 주조방식에 비해 표면이 매끈하기 때문에 상대적으로 추가 가공의 필요성이 적습니다. 비교적 경제적으로 다수의 제품을 생산할 수 있는 방식입니다.
석고 주형 주조(Plaster-molding process)
석고를 이용해 주형을 제작하는 방식입니다. 석고 주형이 견딜 수 있는 온도가 섭씨 1200도 정도로 제한되기 때문에 알루미늄, 마그네슘, 아연, 일부 구리 합금 등을 이용한 제품 생산에 사용됩니다. 석고 주형을 사용하면 냉각 속도가 느리기 때문에 뒤틀림이 적어 결정이 균일한 것이 특징입니다.
인베스트먼트 주조(Investment casting)
‘로스트 왁스 공정(lost-wax process)’이라고도 부릅니다. 왁스(밀랍)로 만든 모형이 녹아 ‘없어진(lost)’ 자리에 쇳물을 채우는 방식으로 제품이 완성되기 때문입니다. 먼저 왁스로 모형을 만든 뒤, 왁스 주변에 코팅을 ‘덧입히는’ 방식으로 주형을 제작하는 것이 특징입니다.
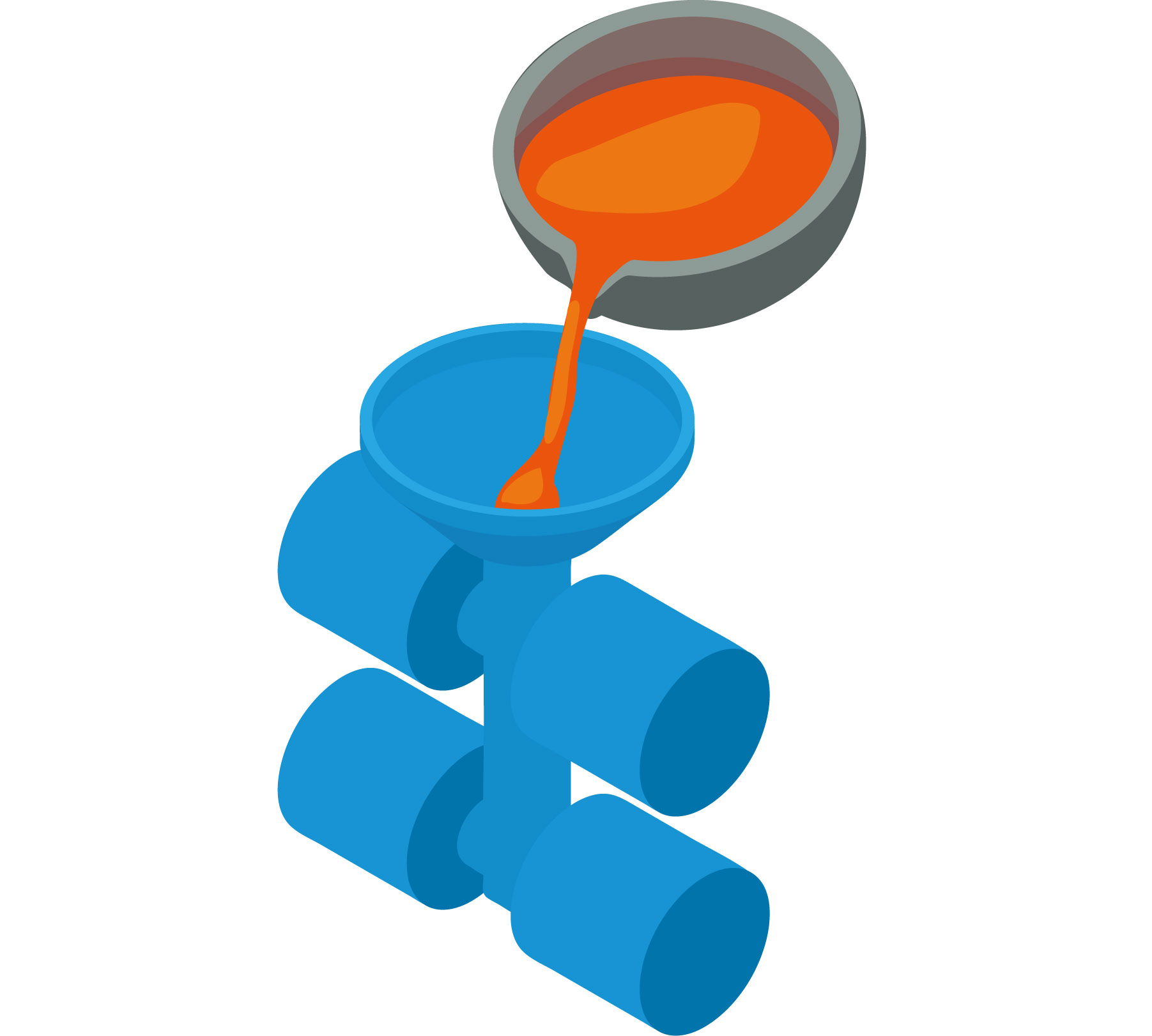
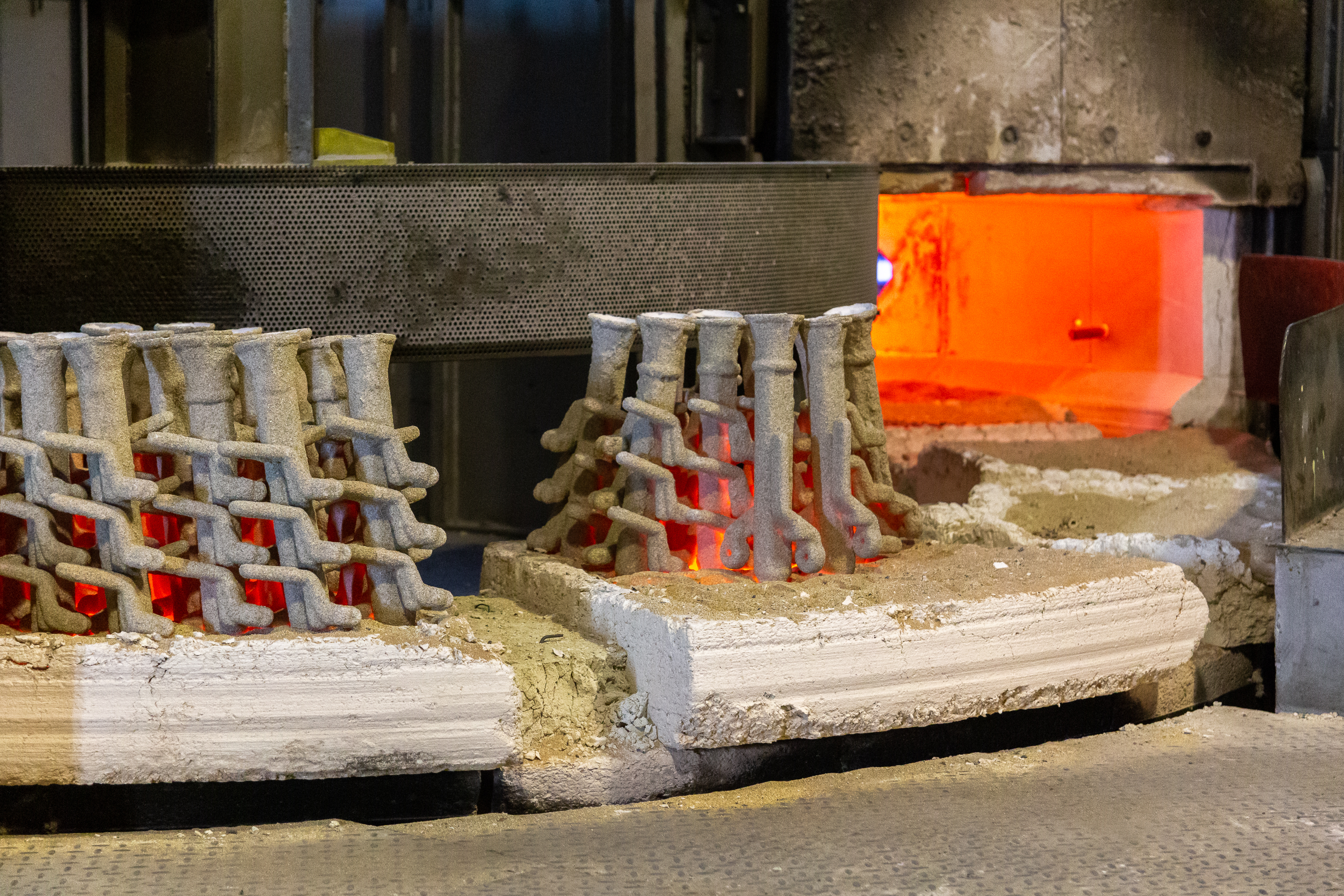
인베스트먼트 주조는 비교적 크기가 작은 부품을 만들 때 적합한데, 이럴 때는 보통 막대에 나뭇가지처럼 여러 개의 왁스 모형을 붙여서 ‘트리’ 형태를 만듭니다. 트리가 완성되면 먼저 열을 견딜 수 있는 내화 물질이 담긴 액체에 담근 후 그 위에 다시 실리카 모래 등을 접착시켜 코팅을 완성합니다.
이렇게 완성된 트리를 고온·고압의 가마(autoclave)에 넣어 가열하면 코팅에 갇혀 있던 왁스는 열에 약하기 때문에 녹아 없어지고 코팅 안쪽에 자연스럽게 빈 공간이 생겨납니다. 추가 공정을 통해 왁스를 완전히 녹여낸 뒤 트리 윗부분을 통해 쇳물을 주입<위쪽 이미지 참조>하면 쇳물이 서서히 빈 공간을 채우게 됩니다. 응고가 이뤄진 뒤 주형을 제거하면 애초 왁스 모형과 똑같은 모양의 제품이 탄생합니다.
인베스트먼트 주조는 보통 무게 1g부터 35㎏에 이르기까지 다양한 종류의 부품을 제작할 수 있고 마무리 공정이 거의 필요하지 않다는 것이 장점입니다. 최근엔 두께 1.5㎜ 수준의 항공기 기체 부품이나 인공 무릎관절 제작에도 활용되는 등 제작 범위가 다양해지고 있습니다.
영구 주형(permanent mold)
다이캐스팅(Die-casting)
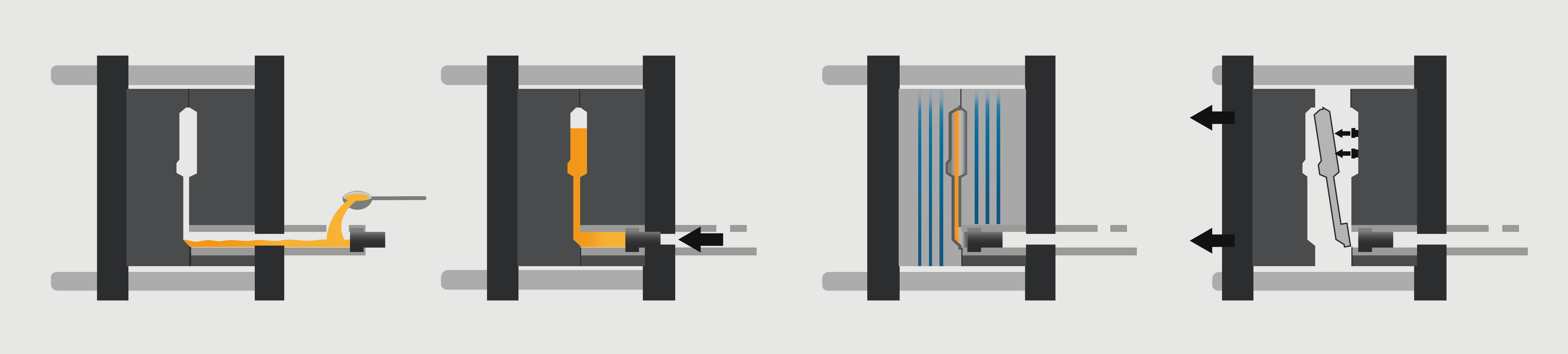
말 그대로 ‘금형(die)’을 이용한 주조 방식을 가리킵니다. 기본적인 금형은 보통 좌우 2개가 한 짝으로 구성됩니다. 금형 한 쪽에 연결된 주입구를 통해 쇳물을 강한 압력으로 밀어 넣은 뒤 압력을 유지한 채로 냉각시켜 주물을 얻어냅니다.
다이캐스팅은 크게 ‘고온 챔버’ 방식과 ‘저온 챔버’ 방식으로 구분됩니다.
먼저 고온 챔버 방식은 쇳물을 미리 담아 놓고 자체적으로 가열한 뒤 피스톤을 통해 금형 안으로 밀어 넣는 방식입니다. 이에 비해 저온 챔버 방식은 쇳물을 외부에서 주입한 뒤 피스톤으로 강하게 밀어내 금형을 채우는 방식입니다. 외부에서 쇳물을 채우는 저온 챔버 방식은 황동이나 청동처럼 상대적으로 녹는 점이 더 높은 금속을 주조하는 데 적합합니다. 또 쇳물을 밀어넣는 압력도 저온 챔버 방식이 더 강하기 때문에 좀더 단단한 제품을 만들 수 있습니다.
다이캐스팅의 가장 큰 장점은 주형을 계속해서 사용할 수 있기 때문에 신속한 작업(고온 챔버 방식의 경우 시간당 500회 정도까지 작업)이 가능하다는 점입니다. 대량생산시 단가를 낮출 수 있는 요인입니다. 두께 0.5㎜ 이하의 정밀한 제품 생산이 가능하며 후가공 작업도 거의 필요가 없습니다.
대신, 금형 제작에 비용이 많이 들고 쇳물을 가둬 두는 금형이 고온을 견뎌야 하기 때문에 철처럼 녹는점이 너무 높은 금속 재료를 가공하기에는 적합하지 않습니다. 이 때문에 주로 알루미늄이나 아연, 황동 등이 포함된 합금을 가공하는 데 사용됩니다.
원심 주조(Centrifugal casting)
회전하는 주형에 쇳물을 주입함으로써 관성력을 이용해 제품을 제조하는 방식입니다.
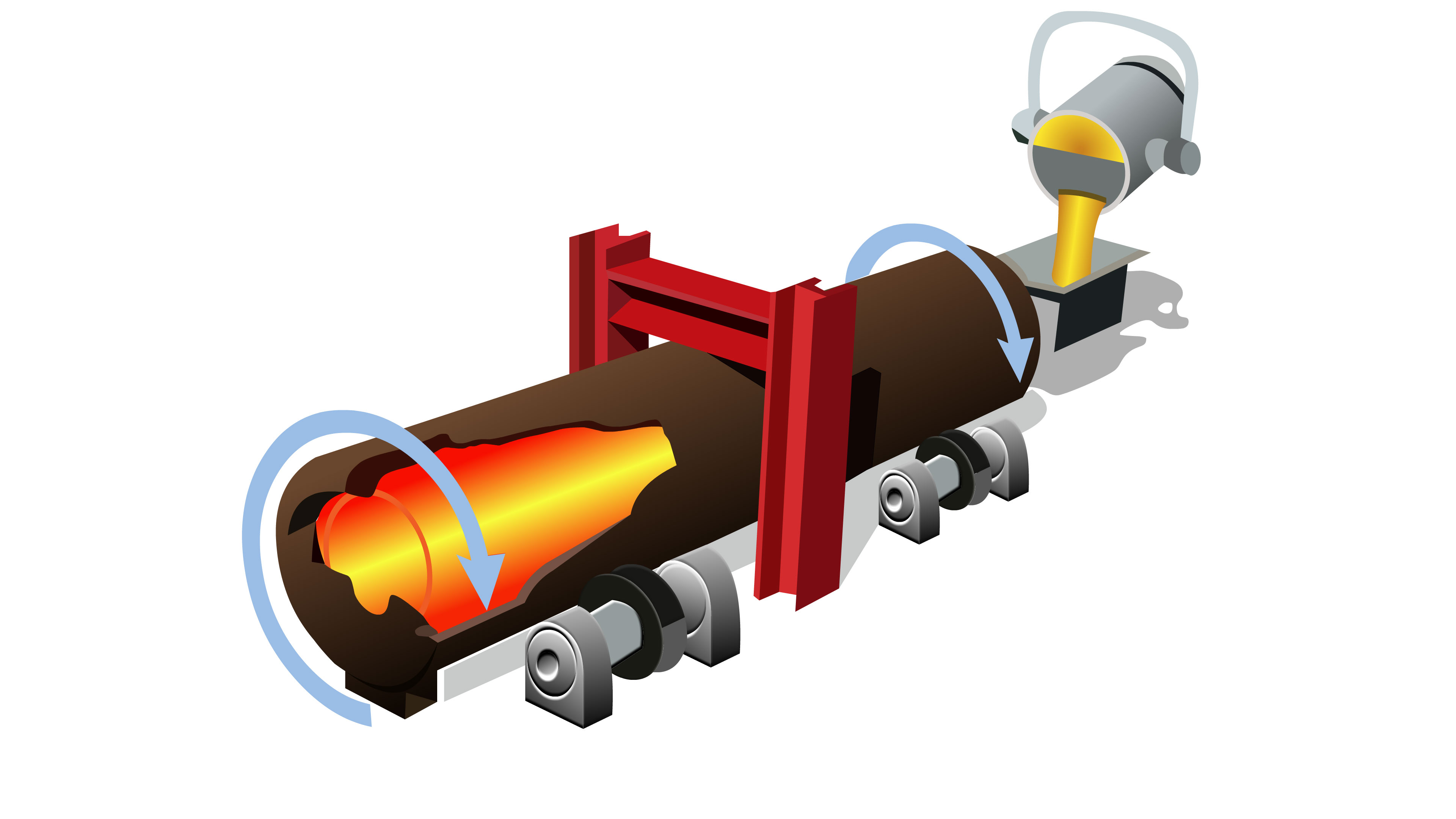
진원심주조법(true centrifugal casting)
보통 가로축을 중심으로 회전하는 원통형 금형을 사용합니다. 회전하는 금형 안쪽에 쇳물을 주입하면 원심력에 의해 쇳물이 원통형 벽 안쪽에 골고루 퍼지게 됩니다. 회전하는 상태에서 쇳물이 굳으면 가운데가 빈 원통형 모양의 주물이 생성됩니다. 주입하는 쇳물의 양에 따라 주물의 두께를 조절할 수 있습니다. 파이프나 총신, 엔진 실린더 라이너, 가로등 기둥 등을 제조하는 데 적합한 방식입니다.
반원심주조법(semi-centrifugal casting)
세로축을 중심으로 회전하는 주형을 사용하는 것이 일반적입니다. 도자기를 구울 때 사용하는 물레를 생각하면 쉽습니다. 진원심주조법과 달리 보통 별도의 주형(사형 주조)을 제작해 사용하는 경우가 많습니다. 이 경우 영구 주형이 아닌, 소모성 주형으로 분류될 수 있습니다.
구조상 바퀴살과 같은 형태의 제품을 주조하는 데 적합합니다. 특히 원심력에 따라 바깥의 바퀴 부분은 밀도가 높아지고 안쪽은 밀도가 낮아지기 때문에 이와 같은 특성을 살린 제품을 설계할 때 고려할 만한 제조 방식입니다.
온라인 제조 플랫폼 캐파(CAPA)에는 경쟁력 있는 전문 주조업체들이 활동하고 있습니다. 주조 방식으로 제품을 만들고 싶다면 ‘견적 요청하기’를 눌러 다양한 주조업체들로부터 견적을 받아보세요.