판금 가공이 처음이신가요? 다른 가공 방식과 마찬가지로 판금가공에서도 가장 기본은 설계(Design)입니다.
설계(Design) 단계에서는 단순히 외형 디자인만 고려해서는 안 됩니다. 가공 과정(manufacturing process)에서 일어날 수 있는 시행착오를 미리 검토해 반영해야 제대로 된 설계라 할 수 있습니다. 그러기 위해선 판금가공의 특성과 장˙단점을 잘 파악한 뒤 설계에 반영해야 합니다.
오늘은 판금가공이 필요한 제품(부품)을 설계할 때 자주 발생하는 문제점에 대해 알아보려고 합니다. 다음 사항들만 잘 숙지해도 RFQ(Request For Quote, 견적요청) 작성 시 많은 도움을 받으실 수 있을 겁니다. 다음은 판금가공 설계 시 ‘피해야’ 할 대표적인 7가지 실수 사례입니다.
① 도면상에 ‘굽힘’ 표시를 빼먹는다
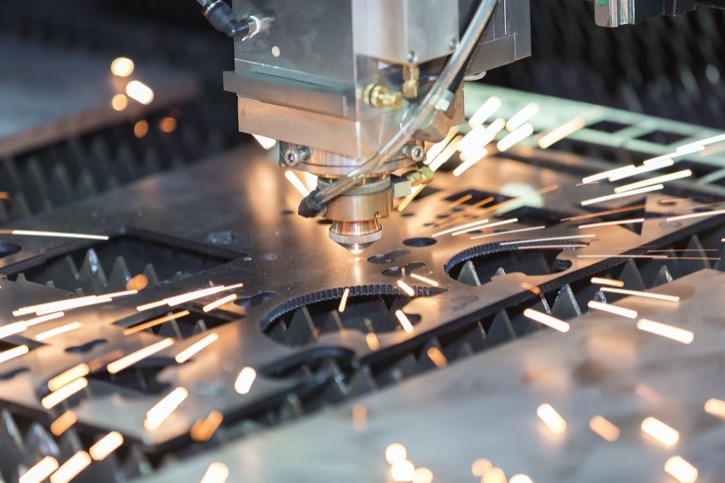
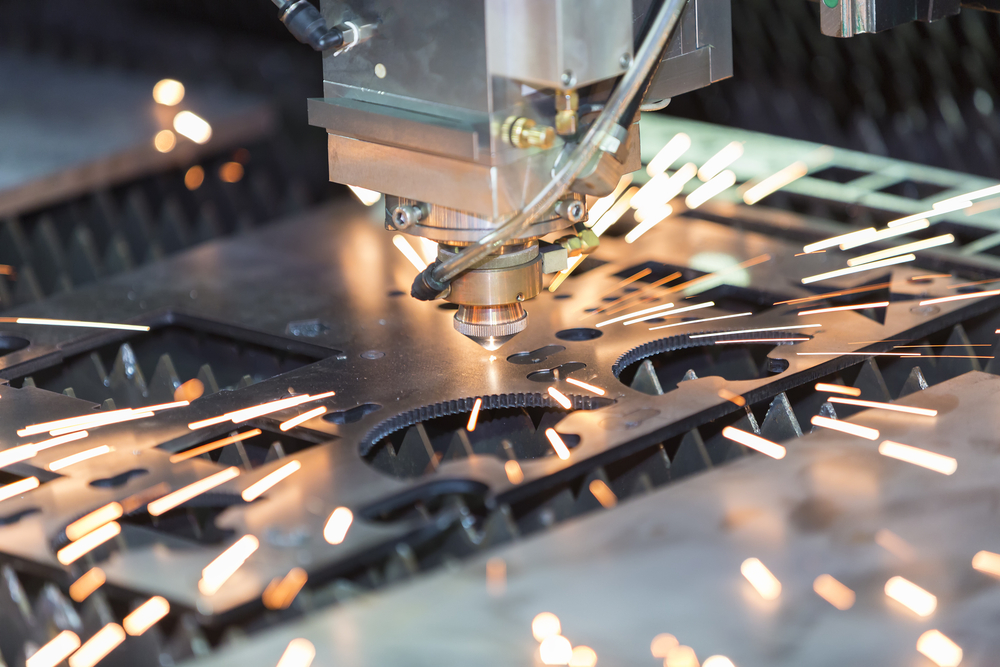
위 사진에서도 볼 수 있듯, 판금가공은 주로 납작한 금속 판재를 재료로 합니다. 최종적인 형상을 만들기 위해 이러한 납작한 판재를 구부리거나 잘라냅니다. 이를 위해 레이저 커팅 방식을 사용하기도 하고 프레스 기계로 압력을 가해주기도 합니다.
판금가공 설계 시 판금가공의 특성상 다른 가공방식과 달리 설계 단계에서 고려해야 할 부분이 있는데요, 바로 벤딩 같은 일부 작업의 경우엔 도면상에 별도 표기가 필요하다는 점입니다. 즉, 3D CAD(Computer Aided Design, 컴퓨터지원설계) 파일에 굽힘(벤딩, Bending) 작업이 들어가야 할 지점을 표기해줘야 한다는 것입니다.
판재를 구부려야 하는 위치를 정확히 표시해야만 원하는 결과물을 얻을 수 있습니다. 아주 간단한 팁입니다만, 이 부분을 간과하고 도면에 표기하지 않는 경우가 적지 않습니다. 또 판재의 두께는 일정해야 하는데, 지점마다 두께를 다르게 지정하는 경우도 있습니다. 예를 들어 3.175mm 두께의 알루미늄을 사용해 하나의 부품을 만들었다면, 나머지 전체 부품의 두께 또한 이와 똑같아야 합니다.
② ‘굽힘선’ 가까이에 ‘구멍’을 배치한다
판금가공 설계 과정에서 구멍이나 탭 등을 추가할 때 굽힘선과 너무 가까이에 위치시키면 제조 공정이 어려워집니다. 이럴 때는 ‘4T 규칙’을 따르세요. ‘구멍, 탭 등을 포함한 모든 요소’는 굽힘선(Bending Line)에서 ‘재료 두께’의 4배 이상 거리를 유지하라는 것입니다.
- 4T = keep all features 4 X material Thickness away from bend lines
예를 들어보겠습니다. 두께 1.27mm의 구리판을 사용해 판금 가공이 필요한 제품의 설계를 진행하는 경우라면 굽힘선으로부터 적어도 5.08mm(1.27mmX4) 정도의 여유거리를 두고 구멍(혹은 기타 요소 등)을 위치시키는 것이 좋습니다. 그렇지 않으면 부품을 가공하는 과정에서 예기치 않은 변형이 이뤄질 수 있습니다.

③ 모서리를 완벽한 ‘직각’으로 설계한다
프레스 브레이크를 이용해 판재를 구부릴 때 구조상 완전히 직각인 모서리는 구현할 수는 없습니다.
금속을 구부리는 산업용 장비인 프레스 브레이크는 크게 펀치와 다이로 구성됩니다. 펀치는 재료를 위에서 아래로 누르고, 다이는 재료를 받칩니다. [더 알아보기]
프레스 브레이크의 끝부분은 보통 둥근 형태인데, 구부러진 정도에 따라 휘어지는 부위의 반경(radius)이 달라집니다. 구부러진 영역의 길이를 측정한 뒤 2로 나누면, 굽힘 반경 값(bend radius value)을 구할 수 있습니다. 이 수치는 프레스 브레이크에 의해 결정됩니다. 제품의 특성상 곡률 값(커브 값)이 중요하다면, CAD 도면 상에서 이 부분의 수치를 명확히 할 필요가 있습니다.

가장 일반적인 내부 굽힘 반경은 0.762mm(0.030inch)입니다. 여기서 꼭 기억해야 할 사항은 외부 굽힘 반경(프레스 브레이크의 다이에 형성된 반경)은 재료 두께(material thickness)에 내부 굽힘 반경을 더한 수치와 같다는 점입니다.
- 외부 굽힘 반경(external bend radius) = 재료 두께(material thickness) + 내부 굽힘 반경(internal bend radius)
판금가공 설계 시 전체 부품에 반영하는 반경 값은 동일한 수치를 유지해야 한다는 점도 꼭 기억해야 합니다. 반경 수치를 통일하지 않으면, 엄청난 비용이 들어갈지도 모릅니다.
④ 조립 시 사용할 부품의 사양을 입력하지 않는다
리드 타임(제품에 대한 주문을 접수한 시점부터 고객에게 제품을 전달하는 시점까지 걸리는 시간)이 길어지길 바라는 고객은 없을 겁니다.
리드 타임을 단축하기 위해선 제조업체(파트너)에 최종 조립 단계에서 사용하고자 하는 부품의 사양을 미리 알려주어야 합니다. 그 부품이 CLS-440-2와 같은 클린칭 너트이든, FHS-M5-15와 같은 플러시 헤드 스터드이든 상관 없습니다. 제조업체에 미리 해당 부품의 사양을 전달해 놓아야 최종 결과물의 정확한 위치에 해당 부품을 조립할 수 있습니다. 그만큼 시간이 절약되는 것이죠.
⑤ 후가공 방식을 지정하지 않는다
후가공 공정은 제품을 보호하거나 제품의 외관을 더 보기 좋게 만들어주는 효과를 가집니다. 시제품이 아닌, 실제 소비자가 사용할 양산품이라면 후가공은 필수입니다. 설계 단계에서부터 제품의 특성에 맞는 후가공 방식을 지정해 줘야 합니다. 대표적인 후가공 방식으로는 크로메이트, 아노다이징 등이 있습니다. 판금가공 설계 시 판금가공의 후가공 공정에 대해선 향후 별도 콘텐츠를 통해 다룰 예정입니다.

⑥ 제품의 사용 환경을 고려하지 않은 재료를 선택한다
염분이 많은 해안가에 설치할 구조물을 판금가공해야 한다면 애초에 이 같은 환경을 잘 견딜 수 있는 재료를 선택해야 할 것입니다. 일반적으로 재료를 선택할 때는 다음과 같은 요소를 고려하는 것이 좋습니다.
- 일상적인 사용으로 인해 예상되는 마모율
- 부식 방지
- 제조 가능성
- 외관
- 기계적 성질(인장 강도, 연성 등)
- 전도성(전기 기기의 경우)
⑦ 용접이 불가능한 설계를 한다
어떤 부품은 용접(welding)을 통해 이어 붙여야 하는 경우가 있습니다. 그런데 만약 설계상에 닫힌 상자 안을 용접하도록 표시하면 어떻게 될까요? 용접 토치가 접근할 수 없기 때문에 불가능할 것입니다.
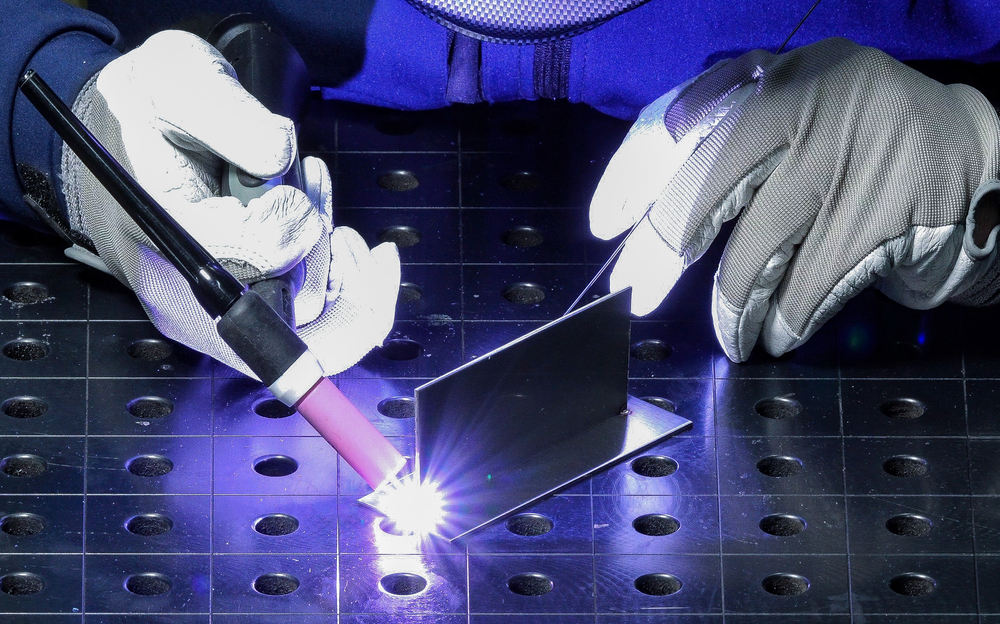
특히 용접 공정은 금속을 고온으로 순간적으로 녹여 붙이는 작업입니다. 만약 용접하려는 부위가 너무 얇다면 자칫 형체를 망가뜨릴 수 있습니다. 따라서 용접하려는 부위의 재료 두께는 이러한 극한의 열을 견딜 수 있을 정도로 두꺼워야 합니다. 보통 용접을 위한 최소 재료 두께는 1.016mm(0.040inch) 수준입니다.
이상으로 판금가공 설계 시 간과하기 쉬운 7가지 실수에 대해 알아보았습니다. 온라인 제조 플랫폼 캐파(CAPA)에서는 최고의 판금 가공 전문업체들이 포진하고 있습니다. 캐파에서 판금 가공 전문 파트너와 직접 상담해 보세요.